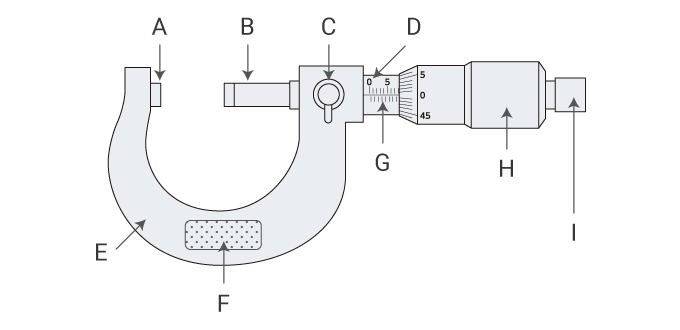
- A
- สเกลของปลอกหมุนแสดงค่า “0.15”
- B
- สเกลของปลอกหมุนไปถึงค่า “12.0 มม.”
ชนิดและคุณสมบัติของเครื่องมือวัด
ไมโครมิเตอร์
ภาพรวม
ไมโครมิเตอร์เป็นเครื่องมือที่จะหนีบชิ้นงานไว้เพื่อวัดขนาด ซึ่งบางรุ่นจะสามารถวัดได้ละเอียดถึงหน่วย 1 μm ไมโครมิเตอร์จะเป็นไปตามหลักการของ Abbe ซึ่งแตกต่างจากคาลิปเปอร์ ซึ่งทำให้สามารถวัดได้แม่นยำยิ่งกว่า
โดยทั่วไปแล้ว คำว่า “ไมโครมิเตอร์” จะหมายถึงไมโครมิเตอร์ภายนอก ไมโครมิเตอร์ยังมีอยู่อีกหลายชนิดโดยแบ่งตามการประยุกต์ใช้งานในการวัดที่แตกต่างกัน อันได้แก่ ไมโครมิเตอร์ภายใน ไมโครมิเตอร์วัดรู ไมโครมิเตอร์วัดท่อ และไมโครมิเตอร์วัดความลึก ช่วงที่วัดได้จะแตกต่างกันทุกๆ 25 มม. เช่น 0 ถึง 25 มม. และ 25 ถึง 50 มม.โดยขึ้นอยู่กับขนาดของกรอบ ดังนั้น จึงจำเป็นต้องใช้ไมโครมิเตอร์ที่เข้ากับชิ้นงาน ในปัจจุบัน ไมโครมิเตอร์แบบดิจิตอลได้กลายเป็นที่นิยมอย่างไม่น่าเชื่อ
หลักการของ Abbe ระบุว่า “ชิ้นงานที่จะวัดและสเกลของเครื่องมือวัดจะต้องอยู่ในเส้นตรงเดียวกันของทิศทางการวัดเพื่อให้มีความแม่นยำในการวัดมากขึ้น” ซึ่งเมื่อใช้ไมโครมิเตอร์ สเกลและตำแหน่งการวัดจะเป็นเส้นตรงเดียวกัน ดังนั้นเครื่องมือเหล่านี้จึงเป็นไปตามหลักการของ Abbe จึงกล่าวได้ว่าไมโครมิเตอร์มีความแม่นยำในการวัดสูง
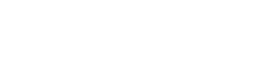
โครงสร้างและการประยุกต์ใช้งาน
- A
- แกนรับ
- B
- แกนวัด
- C
- ตัวล็อค
- D
- แขนวัด
- E
- เฟรม
- F
- ฝาป้องกันอุณหภูมิ
- G
- สเกล
- H
- ปลอกหมุน
- I
- ตัวหยุดแกนหมุน
- วางชิ้นงานระหว่างแกนรับและแกนวัด จากนั้นหมุนปลอกหมุนเพื่อให้พื้นผิวทั้งสองหนีบชิ้นงานไว้
วิธีการใช้ไมโครมิเตอร์
- ก่อนการวัด ให้เช็ดพื้นผิวของแกนรับและแกนวัดด้วยผ้าสะอาด ซึ่งจะช่วยขจัดสิ่งสกปรกและฝุ่นบนพื้นผิวออกไป ทำให้วัดได้อย่างแม่นยำ
- ในการถือไมโครมิเตอร์นั้น ให้ใช้นิ้วหัวแม่มือและนิ้วชี้ของมือซ้ายจับฝาป้องกันอุณหภูมิบนเฟรมไว้ แล้วใช้นิ้วแม่มือและนิ้วชี้ที่มือขวาหมุนปลอกหมุน
- ยึดชิ้นงานไว้ด้วยแกนรับและแกนวัด แล้วหมุนตัวหยุดแกนหมุนไปจนสุด แล้วจึงอ่านค่า
- อ่านค่าจากสเกลหลักบนแขนวัดและสเกลบนปลอกหมุน ใช้เส้นบนขอบด้านขวาของแขนวัดเพื่ออ่านค่าในหน่วย 0.5 มม. จากนั้นจะสามารถใช้สเกลต่างๆ ที่อยู่ตรงเส้นกลางของปลอกหมุน (สเกล) เพื่ออ่านค่าในหน่วย 0.01 มม.
12.0 + 0.15 = 12.15 มม.
ข้อควรระวังในการใช้งาน
- ใช้เกจบล็อคหรือเกจเฉพาะในการปรับเทียบไมโครมิเตอร์ พื้นผิวของแกนรับจะต้องเรียบอยู่เสมอเพื่อให้การวัดมีความแม่นยำ หลังจากการวัดหลายครั้ง พื้นผิวอาจจะไม่เรียบแบนเนื่องจากการสึกหรอและการสะสมของสิ่งสกปรก ด้วยเหตุนี้ จึงต้องใช้เครื่องมือที่เรียกว่าออปติคอลแฟลตในการตรวจสอบพื้นผิวเป็นระยะๆ ว่ามีความเรียบแบนตามวงแหวนของนิวตันที่แสดงไว้หรือไม่
- เมื่อวัดชิ้นงานโลหะและปรับเทียบด้วยเกจบล็อค จะต้องใช้ความระมัดระวังเกี่ยวกับการขยายตัวจากความร้อน หากเป็นไปได้ ให้หลีกเลี่ยงการถือโลหะด้วยมือเปล่า มิฉะนั้นก็จะต้องสวมถุงมือกันความร้อนและออกแบบมาสำหรับการทำงานที่ต้องการความแม่นยำ
- ช่วงการปรับเทียบสำหรับไมโครมิเตอร์คือ 3 เดือน ถึง 1 ปี

