เครื่องมือวัดพิกัด(CMM)
ภาพรวม
โดยทั่วไปจะวัดด้วยตาเปล่า โดยใช้โปรไฟล์โปรเจคเตอร์หรือไมโครสโคปสำหรับการวัด ซึ่งต้องอาศัยทั้งประสบการณ์และทักษะในการใช้งานเครื่องมือ รวมถึงเวลาในการวัดจริง
ส่วนเครื่องมือวัดพิกัด(CMM)นั้นจะใช้เทคโนโลยีการประมวลผลข้อมูลภาพในการวัดความสูง ความกว้าง และความลึกของชิ้นงาน นอกจากนี้ เครื่องมือดังกล่าวก็ยังสามารถวัดชิ้นงาน บันทึกข้อมูลที่วัดได้ และหาค่าพิเศษได้โดยอัตโนมัติผ่านการคำนวณหลากหลายแบบ
เครื่องมือวัดพิกัด(CMM)จะมีทั้งแบบสัมผัสที่เรียกกันว่าโพรบแบบสัมผัส ซึ่งใช้วัตถุทรงกลมในการวัด หรือแบบไม่สัมผัสซึ่งจะใช้วิธีอื่น เช่น เลเซอร์ บางรุ่นที่ออกแบบมาสำหรับอุตสาหกรรมยานยนต์สามารถวัดได้แม้กระทั่งชิ้นงานที่มีขนาดใหญ่กว่า 10 เมตร
ตัวอย่างหนึ่งของการประยุกต์ใช้งานก็คือการวัดความแตกต่างระหว่างชิ้นงานกับแผนภาพสำหรับทำแม่พิมพ์ เช่น การวัดชิ้นส่วนรถยนต์ รวมไปถึงการวัดวัตถุ 3D เช่น ชิ้นส่วนที่เป็นกลไก จากการแพร่หลายของเครื่องพิมพ์ 3D การวัดขนาดชิ้นส่วนที่มีอยู่และชิ้นส่วนมาตรฐานด้วยเครื่องมือวัดพิกัด(CMM) และสร้างชิ้นงานต้นแบบจากข้อมูลนี้ด้วยเครื่องพิมพ์ 3D จึงได้รับความนิยม
โครงสร้างและการประยุกต์ใช้งาน
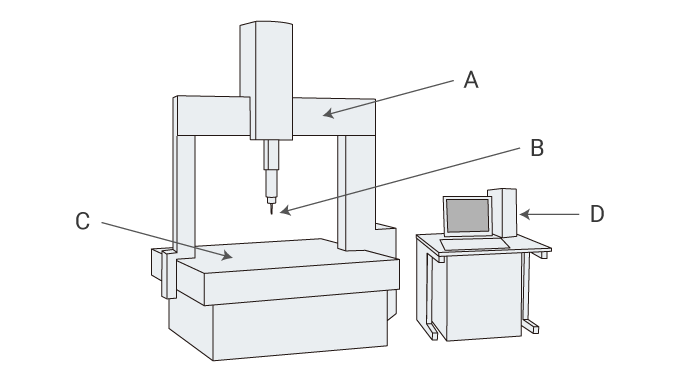
- A
- คานเลื่อน
- B
- ทริกเกอร์โพรบ
- C
- แท่นวาง
- D
- คอนโทรลเลอร์
วิธีใช้เครื่องมือวัดพิกัด(CMM)
- วางชิ้นงานที่จะวัดในแล็บการวัด ชั่งและตวงอย่างน้อย 5 ชั่วโมงก่อนจะทำการวัด เพื่อให้ชิ้นงานมีอุณหภูมิเท่ากับอุณหภูมิห้องก่อน (โดยทั่วไปคือ 20°C) วิธีการนี้จะช่วยป้องกันไม่ให้เกิดข้อผิดพลาดจากการขยายตัวเพราะความร้อนได้
- ทำการวัดโดยปฏิบัติตามขั้นตอนการควบคุมดูแลเครื่องจักร
- สามารถนำเข้าข้อมูลการวัดมาไว้ใน PC ซึ่งจะใช้เป็นข้อมูล 3D CAD ได้
ข้อควรระวังในการใช้งาน
- ถึงแม้ว่าบางรุ่นจะสามารถวัดได้ละเอียดถึง 0.1 μm แต่การใช้งานและการจัดการที่ถูกต้องก็ยังเป็นสิ่งสำคัญเพื่อให้เกิดความแม่นยำในการวัด
- ตรวจสอบชิ้นส่วนที่เคลื่อนที่ว่าเคลื่อนไปในแนวนอนและแนวตั้งระหว่างการใช้งาน นอกจากนี้ก็ยังต้องใช้มาตรฐานการวัด หรือสิ่งที่คล้ายกันในการตรวจสอบให้เห็นถึงข้อผิดพลาด
- จำเป็นต้องปล่อยให้อุณหภูมิของชิ้นงานเท่ากับอุณหภูมิห้องของแล็บการวัด ชั่งและตวงก่อน เพื่อให้การวัดมีความแม่นยำ หรืออาจตั้งค่าพารามิเตอร์การวัดให้ถูกต้องสำหรับความแตกต่างของอุณหภูมิก็ได้
- หากใช้โพรบแบบสัมผัส จำเป็นจะต้องตรวจสอบให้แน่ใจว่าโพรบได้สัมผัสกับชิ้นงานด้วยความเร็วคงที่ในระหว่างการวัด
- ช่วงการปรับเทียบสำหรับเครื่องมือวัดพิกัด(CMM)คือ 6 เดือน ถึง 2 ปี
เครื่องมือวัดพิกัด(CMM)รุ่นล่าสุด
เครื่องมือวัดพิกัด(CMM)รุ่นล่าสุดสามารถวัดขนาดที่ซับซ้อนได้อย่างรวดเร็วและง่ายดาย โดยไม่ต้องตั้งโปรแกรม CNC เพื่อช่วยให้ทำการวัดได้สะดวกรวดเร็วยิ่งขึ้น
สำหรับข้อมูลเพิ่มเติมเกี่ยวกับเครื่องวัดพิกัดรุ่นล่าสุดของ KEYENCE โปรดคลิกที่นี่

